 中文
中文 英文
英文


無錫總公司
地址:無錫惠山區智慧路33號56棟
電話:0510-83762181
郵箱:sales@topnst.com
深圳分公司
地址:深圳市龍華區觀瀾街道桂月路310號知寓桂園電子商務大廈218室
法律聲明
Copyright ? 2020 - 江蘇諾森特電子科技有限公司- All rights reserved.
備案號:蘇ICP備14054729號
技術支持:千客云營銷???
 微信公眾號
微信公眾號
 無錫阿里店鋪
無錫阿里店鋪
 自動焊接設備生產廠家
自動焊接設備生產廠家
 精密焊接設備生產廠家
精密焊接設備生產廠家
 電焊機廠家店
電焊機廠家店
2、進一步的加熱,漆皮氣化后,為銅線和銅線連接在一起提供條件;
3、進一步的加熱和施加壓力,潔凈后的銅線互相熱量傳遞擴散。使銅線熱熔在一起,銅線和端子也連接在一起。
5、通過此種熔接方法形成的連接,拉力強大和耐用,并且幾乎“零電阻”的連接。
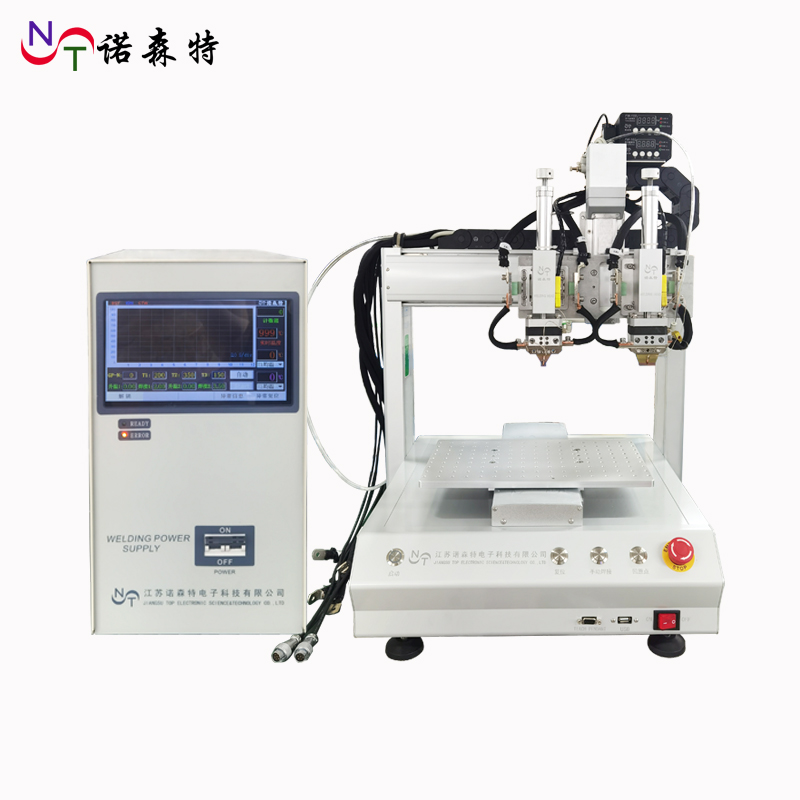
設備操作流程:
1、 作業員將電機上所需焊接的端子位置對準至下電極焊接區域;
2、 腳踩下“腳踏開關”——上電極下壓到位,上電極壓緊產品——再次手按下“通電開關”——焊接——焊接完成上電極自動復位——切換焊接點位循環作業——推出產品回歸產線——重復作業。(任意過程可以按急停開關復位)。
我司焊機可以保存20組參數,每一組參數對應保存了焊接電流、焊接時間。
在焊接不同規格的端子時,只需通過操作界面觸摸屏選擇對應的參數。
生產節拍:
焊接一個線鼻子,時間 8S——20S。
主要技術參數:
電壓 :
380 V (±5%) 50-60Hz
z大功率 (占空因數) :
100KVA (20%)
工作壓力 :
6bar/0,6MP
工作溫度 :
+10°C~+40°C
焊接溫度 :
600°C
耗氣量 :
5 L/min
程序數:
20組
點焊頭壓力范圍 :
氣路/油路系統 z大4200 Kg
電極直徑 :
8 -36mm (外部)
焊接時間 :
依焊接類型而定
焊接范圍 :
連續焊接能力:整個截面5mm2-70mm2(銅管z大直徑15.5mm)
尺寸 : (長x寬x高) mm
900x800x1869
![]()
樣品分析:樣品均是多股漆包線焊接銅鼻子,使用我司熱熔接焊接,與銅鼻子接觸面漆包線表面的漆均已氣化,裸露出內部金屬線。線與線之間緊密接觸無空洞,形成良好的導電率通道。漆包線與銅鼻子焊接強度都能達到要求。
設備主要特點:
1.可編程z多20組焊接規范,不同的銅端子可以編程對應的規范并保存;
2.三段加熱過程:預熱、焊接、回火;
3.焊接段可以設定z大99次脈沖次數重復通電;
4.不同規范可以編程壓力控制,并可記憶保存,可不再重復設置壓力;需配合SMC電氣比例閥使用。
5.焊接電流、時間可存儲;
6.焊點計數功能。
技術參數:
1.輸入電壓:三相380V,50HZ/60HZ,電源波動+10%,-20%;
2.輸出電壓:單相PWM 輸出 500V;
焊接電源控制器電流保存系統:
電流保存系統可以保存每一次的焊接電流(生成EXCEL表格),為生產日常管理提供強大的數據支持。電流可以自適應調整大小,達到熱能和溫度的平衡。
強大的監控系統保證焊接品質:
1、銅端子變形量(位移)監控
為了保證焊接的一致性,特別開發了一套控制系統。這套系統需要借助于“西門子PLC”,位移傳感器。通過此系統,PLC能采集焊接時的壓力、位移參數并即時保存,監控。
銅端子(銅管)變形量可以通過PLC設定并保存,并和電流設定的規范對應起來。在焊接時當銅端子(銅管)變形量達到所設定的值,焊接電源會停止放電,并保持1-3S,氣缸抬起,得到更趨于一致的焊接。
變形量只需通過PLC來設定,不需通過氣缸行程限制。
(1)、 當變形量不在設定值范圍內,會報警;
(2)、 銅端子變形量不平衡度在0.1mm內。
(3)、 可選擇掃碼槍,通過掃碼槍掃碼定子編號,保存的數據可以和定子編號對應起來
2、壓力設置系統和壓力監控系統
控制器(焊接電源)自帶壓力設置系統,配合SMC電氣比例閥,針對每一種規格端子,我們都可以設置對應的壓力并且保存。這樣就避免了更換不同規格銅端子時要重新設置壓力。
(1)、配有SMC電氣比例閥,每一組規范對應的壓力值都可以通過控制器來數值設置壓力,并且可以保存,避免的通過手動調節調壓閥造成的壓力不一致。不同規格銅端子對應不同的壓力值可以自動切換,不需再設置。在整個焊接過程中,每一個時間斷都可以設置不同的壓力,得到更好的焊接效果。
(2)、配有壓力傳感器,可以實時顯示壓力值并且可以保存。壓力有監控功能,當壓力超出設定范圍,會報警。
(3)、配有壓力開關,當氣壓低于設定范圍時,會報警。
(4)、配有精密穩壓閥,保證氣壓的穩定。
以上供大家參考。如果您的電機引線焊接有更多的要求,可微信或留言進行詳細溝通!
無錫總公司
地址:無錫惠山區智慧路33號56棟
電話:0510-83762181
郵箱:sales@topnst.com
深圳分公司
地址:深圳市龍華區觀瀾街道桂月路310號知寓桂園電子商務大廈218室
法律聲明
Copyright ? 2020 - 江蘇諾森特電子科技有限公司- All rights reserved.
備案號:蘇ICP備14054729號
技術支持:千客云營銷???
微信公眾號
無錫阿里店鋪
自動焊接設備生產廠家
精密焊接設備生產廠家
電焊機廠家店
張工