 中文
中文 英文
英文


無錫總公司
地址:無錫惠山區智慧路33號56棟
電話:0510-83762181
郵箱:sales@topnst.com
深圳分公司
地址:深圳市龍華區觀瀾街道桂月路310號知寓桂園電子商務大廈218室
法律聲明
Copyright ? 2020 - 江蘇諾森特電子科技有限公司- All rights reserved.
備案號:蘇ICP備14054729號
技術支持:千客云營銷???
 微信公眾號
微信公眾號
 無錫阿里店鋪
無錫阿里店鋪
 自動焊接設備生產廠家
自動焊接設備生產廠家
 精密焊接設備生產廠家
精密焊接設備生產廠家
 電焊機廠家店
電焊機廠家店
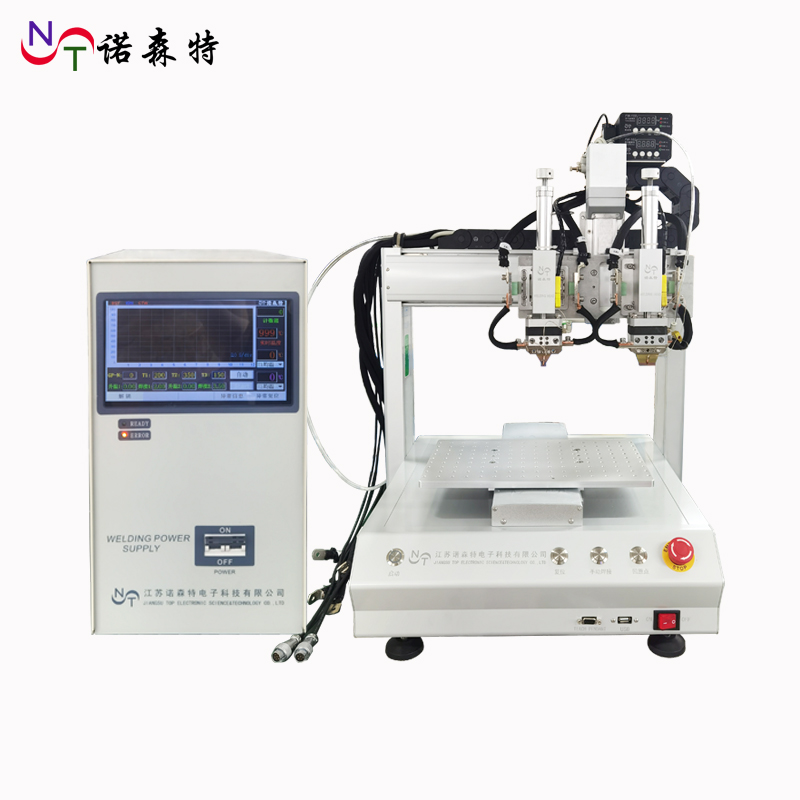
本發明(專利號:ZL202310060802.0)涉及一種自動焊接機構及其焊接方法,包括焊接產品的焊接裝置、移動焊接裝置的驅動機構、冷卻焊接裝置的冷卻機構、放置產品的托板、移動產品的移動機構、升降產品的頂料機構、吸附煙塵的第一吸附機構和拍攝產品的攝像機構;冷卻機構圍繞焊接裝置設置;焊接裝置相對活動設置在驅動機構的驅動端;托板沿移動機構移動;頂料機構設置在移動機構內;第一吸附機構設置在頂料機構上靠近產品的位置;攝像機構圍繞焊接裝置設置在驅動機構上。解決了現有方案產品需要在不同焊接設備的不同焊接工序中進行流轉,每進行一次焊接工序都需要重新安裝在焊接設備上重新定位產品位置,產品多次的定位安裝導致產品存在焊接誤差,使得產品焊接精度較低的問題。


本發明專利應用于電機漆包線的自動焊接生產,可分為手動,半自動,全自動等焊接工藝;
背景技術
無刷電機作為一種體積小且高效率的電機,越來越多的在各種領域被廣泛運用。在焊接無刷電機時,需要對產品的不同位置進行焊接,有時也會采用不同的焊接方式進行焊接。產品焊接時需要在產品上焊接不同的附件,有時需要在產品上焊接電容、線束端子,有時需要對產品的縫隙進行焊接。
這就需要用到不同的焊接工藝。這樣就需要多個焊接設備對產品進行焊接,有的焊接設備對產品進行夾持焊接,有的焊接設備對產品進行壓焊,有的焊接設備對產品進行連續焊接。焊接設備之間通過物料箱完成產品的流轉。
這就導致產品在焊接過程中,需要在不同焊接設備的不同焊接工序中進行流轉,每進行一次焊接工序,都需要重新安裝在焊接設備上,都重新定位產品位置,產品多次的定位安裝導致產品不同焊接工序之間存在焊接誤差,使得產品的焊接精度較低。如何解決這個問題變得至關重要。
發明內容
針對上述現有技術的缺點,本發明的目的是提供一種自動焊接機構及其焊接方法,以解決現有技術產品在焊接過程中,需要在不同焊接設備的不同焊接工序中進行流轉,每進行一次焊接工序,都需要重新安裝在焊接設備上,都重新定位產品位置,產品多次的定位安裝導致產品不同焊接工序之間存在焊接誤差,使得產品的焊接精度較低的問題。
無錫總公司
地址:無錫惠山區智慧路33號56棟
電話:0510-83762181
郵箱:sales@topnst.com
深圳分公司
地址:深圳市龍華區觀瀾街道桂月路310號知寓桂園電子商務大廈218室
法律聲明
Copyright ? 2020 - 江蘇諾森特電子科技有限公司- All rights reserved.
備案號:蘇ICP備14054729號
技術支持:千客云營銷???
微信公眾號
無錫阿里店鋪
自動焊接設備生產廠家
精密焊接設備生產廠家
電焊機廠家店
張工